Используемых материалов и применение всех. Роль материалов в современной технике. Об истории развития материаловедения как науки. Диаграмма состояния Fe - С
Материалы играют определяющую роль в техническом прогрессе. Выше мы рассматривали пример из области вычислительной техники, когда совершенствование материала и технологии изготовления элементов оборудования из него приводит к радикально новым результатам. Можно привести еще примеры из других областей техники.
Например, изготовление баллонов для хранения газов под давлением. Вес баллона определяется толщиной стенки сосуда, который, в свою очередь, определяется механической прочностью материала. Чем менее прочный материал, тем тяжелее сосуд. Так вот, сосуд для хранения азота, примерно на давление 100 атм, объемом 100 л, изготовленный из стали имеет разный вес в разных странах, где разная технология изготовления стали и, соответственно, разная ее механическая прочность. К примеру вышеупомянутый сосуд в США имеет вес 40 кГ, у нас - 80 кГ, а в Китае - 150 кГ.
Поскольку вы поймете классификацию материалов, это очень важно, потому что это позволяет инженерам знать свои собственные условия в первом случае и распознавать, какие из них являются лучшими для них на основе структуры или здания, которые они хотят создать, или в отношении объект, который они намереваются сделать.
Так обстоит дело с автомобильной промышленностью, которая заслуживает внимания для сборки тех же транспортных средств, которые знают свойства материалов, чтобы они могли знать их совместимость с тем, для чего они предназначены. Как вы понимаете, эта классификация высоких теоретических аспектов имеет большие теоретические прогнозы, поскольку она заключается в построении элементов реальности, где их использование заметно, поэтому мы указываем ее кратким, но устойчивым и вполне иллюстративным образом воссозданный с примерами полезности, поэтому вы можете узнать, что вам подходит лучше всего.
Можно привести пример с материалами космических челноков.
Разработка новых электротехнических материалов с улучшенными или новыми эксплуатационными свойствами способствует улучшению эксплуатационных характеристик электротехнических изделий.
Другой пример, более близкий к энергетике. Рабочая напряженность электрического поля в мощном импульсном накопителе энергии (большой конденсатор, в котором в качестве диэлектрика является вода) в американском накопителе «Юпитер» выбирается 150 кВ/см, а в российском накопителе «Ангара» - всего 80 кВ/см. У американцев лучше технология приготовления воды и электродов, следовательно, лучше свойства материала (воды) в накопителе, значит пробой в воде достигается при более высокой напряженности, и можно выбрать большую рабочую напряженность.
Однако, что касается его использования, известно, что наиболее часто используются металлические материалы, учитывая высокую степень прочности и долговечности, которые покрываются частицами и компонентами тех же материалов, упомянутых выше. Предлагаемое обучение полностью соответствует потребностям текстильной отрасли. Он полагается на работу сектора в этом секторе для: всех текстильных профессий и для всех приложений.
Продвинутый специалист по материаловедению и технике
Он следует за разработкой продуктов от управления проектами до организации производства. Курс продемонстрировал высокое качество.
Мастер биомассы и отходов и материалов для энергетики
Все учащиеся имеют жилье в городе или на территории кампуса, где они могут заниматься спортом даже по выходным.Еще более близкий пример - изоляторы высоковольтных линий. Исторически первыми придумали изоляторы из фарфора. Технология их изготовления достаточно сложна, капризна. Изоляторы получаются довольно громоздкими и тяжелыми. Научились работать со стеклом - появились стеклянные изоляторы. Они легче, дешевле, их диагностика несколько проще. И, наконец последние изобретения - это изоляторы из кремнийорганической резины. Первые изоляторы из резины были не очень удачны. На их поверхности с течением времени образовывались микротрещины, в которых набивалась грязь, образовывались проводящие треки, затем изоляторы пробивались. Подробное изучение поведения изоляторов в электрическом поле проводов ВЛ в условиях внешних атмосферных воздействий, позволило подобрать ряд добавок, улучшивших атмосферостойкость, стойкость по отношению к загрязнениям и действию электрических разрядов. В результате сейчас создан целый класс легких, прочных изоляторов на различные уровни воздействующего напряжения.
Магистр современных металлургических технологий
Вы хотите разработать технические решения, отвечающие потребностям в энергии, а также сократить потребление невозобновляемых ресурсов и выбросов парниковых газов? Профиль филиала. В дополнение к этим направлениям специализации все выпускники получают знания в области технических материалов, промышленных печей, подготовки цветных металлов и сплавов, методов планирования и улучшения качества, а также экономики управление. Теоретические знания дополняются рядом лабораторий и расчетами дополнительных практических упражнений, в которых применяется современная лабораторная технология, и какие задачи связаны с металлургическими процессами и их моделированием.
Для сравнения, вес подвесных изоляторов для ВЛ 1150 кВ сопоставим с весом проводов в пролете между опорами и составляет несколько тонн. Это вынуждает ставить дополнительные параллельные гирлянды изоляторов, что увеличивает нагрузку на опору. Требуется использовать более прочные, а значит более массивные опоры. Это увеличивает материалоемкость, большой вес опор значительно поднимает расходы на монтаж. Для справки, стоимость монтажа составляет до 70% стоимости строительства линии электропередач. На примере видно, как один элемент конструкции влияет на конструкцию в целом. Применение кремнийорганической резины позволяет резко удешевить и ускорить строительство. Основой для этого прогресса является разработка и использование для изоляторов новых электротехнических материалов. Легкие изоляторы дают возможность облегчить опоры, тем самым уменьшается ветровая нагрузка, удешевляется изготовление, доставка и монтаж ВЛ.
Магистр физики и технологии передовых материалов
Тезисы в основном сосредоточены на выбранных областях исследования или частично распространяются на связанные с ними области исследований, такие как теплотехника и керамические материалы или материалы. Физический факультет предлагает степень бакалавра и три магистерские программы, тесно связанные с исследованиями, проводимыми преподавателями. Два основных программы полностью представлены на английском языке. Эти программы предназначены для подготовки студентов не только для аспирантуру по физике, но также и по трудоустройству при выпускнике по физике и другим дисциплинам, связанным с наукой и технологией.
Например, создание нагревостойких кремнийорганических диэлектриков позволило повысить рабочие температуры электрических машин и тем самым значительно увеличить мощность машины без увеличения ее габаритов и веса.
ОТВЕТЫ
Материаловедение. Классификация металлов. Атомно-кристаллическое строение металлов. Типы решеток и их характеристики.
Магистр прикладных наук в области материаловедения
Исследования материалов отдела сосредоточены на разработке новых процессов и технологических моделей в основном для новых материалов в транспортном секторе и биоматериалов для медицинского применения, замены или ремонта поврежденных частей тела. способствует тесному взаимодействию с промышленностью через свои отраслевые исследовательские кафедры. Индустриально-ориентированные исследования сочетаются с фундаментальными исследованиями для лучшего понимания механизмов микроструктуры и полученных свойств.
2.1. Материаловедение - научная дисциплина о структуре, свойствах и назначении материалов. Свойства технических материалов формируются в процессе их изготовления. При одинаковом химическом составе, но разной технологии изготовления, образуется разная структура, и вследствие - свойства.
Целью материаловедения является изучение закономерностей формирования структуры и свойств материалов методами их упрочнения для эффективного использования в технике.
Магистр в области материаловедения и инженерии
Что делает программу уникальной? Долгосрочная цель нашего института - создать учебный блок, изучающий материалы мирового класса науки.
Магистр квантовой физики для усовершенствованной технологии материалов
В то же время в программе рассматриваются основные физические принципы систем и устройств квантовой электроники, а также некоторые важные технологии производства и измерения физических и химических характеристик квантовых структур и квантовых материалов. Студенты обучались в объеме университетских курсов по общей физике и введении в теоретическую физику для степени бакалавра, которая включает в себя курсы: теоретическая механика и теория упругости, электродинамика, квантовая механика и статистическая физика.Основная задача материаловедения - установить зависимость между составом, строением и свойствами, изучить термическую, химико-термическую обработку и другие способы упрочнения, сформировать знания о свойствах основных разновидностей материалов.
2.2. Все металлы условно поделены на черные и цветные. Черные металл обычно имеют темно-серый цвет, большую плотность (кроме щелочных), высокую температуру плавления, относительно высокую твердость. Некоторые из них (железо, титан, кобальт, марганец, цирконий, уран и др.), обладают полиморфизмом (аллотропией). Наиболее типичным черным металлом является железо.
Мастер в сложных материалах: термический анализ и реология
Структура модуля изучения. Основные методы Термомеханические свойства материалов. Передовые методы Статистический анализ данных Приложения для защиты окружающей среды Термическая обработка и лазерный анализ Термо-механическая усталость. Реофизика сложных жидкостей Структурированные материалы. Наноматериалы Физико-химия полимеров Статистика полимерной физики, методы рассеяния света.
Возможности карьеры Практические навыки, приобретенные во время этого размещения, предоставят выпускникам конкурентное преимущество при подаче заявлений на выпускные экзамены. Требования к поступлению в английский язык. Степень бакалавра с минимальными отличиями второго уровня высшего или международного эквивалента в дипломной программе. соответствующий гений.
Цветные металлы имеют красную, желтую, белую окраску. Они обладаю большой пластичностью, малой твердостью, низкой температурой плавления. Известно, что олово имеет полиморфизм. Типичный представитель – медь.
К черным металлам относятся:
− железные металлы – железо, кобальт, никель, марганец;
− тугоплавкие металлы; имеют температуру плавления выше чем у железа, т.е. более 15390С
Мастер-программа в фотонике
Программа магистерской фотоники - двухлетняя программа, преподаваемая на английском языке в Институте фотоники Университета Восточной Финляндии, Йоэнсуу, Финляндия. Если вы интересуетесь карьерой в области материаловедения и инженерии или хотите узнать больше об этой захватывающей области аспирантуры, вы пришли в нужное место!
Магистр в области материаловедения
Магистр в области материаловедения стремится обеспечить прочную основу для химического, физического и технологического поведения широкого спектра материалов с акцентом на современные достижения в этой области. Курс предлагает передовую и комплексную теоретическую и практическую подготовку по следующим междисциплинарным направлениям: химия и физика твердого тела, производство материалов, изготовление и испытания с уделением особого внимания характеристике и моделированию структур и свойств материалов.
Титан, ванадий, хром, цирконий, ниобий, молибден, вольфрам, технеций, гафний, рений;
− урановые металлы (актиноиды) – торий, актиний, уран, нептуний, плутоний и др. (с 89 до 103 элемента);
− редкоземельные металлы (с 57 -71 элементы), лантан, церий, ниодим и д.р.;
− щелочноземельные металлы
Литий, натрий, кальций, калий, рубидий, стронций, цезий, барий, франций, родий, скандий.
Нанотехнологии и нанонауки
Контрольной единицей наномира является нанометр. Нанотехнология - это многодисциплинарная область исследований и разработок, которая опирается на знания и мастерство бесконечно малых. Они перегруппируют, точнее, все методы, которые позволяют производить, манипулировать и характеризовать материал в нанометровом масштабе. Нанотехнологии - это формализация понятий и процессов из нанонауки, т.е. науки, которые направлены на изучение и понимание свойств вещества в масштабе атома и молекулы.
Существует много определений термина «наноматериал». Наноматериал представляет собой природный материал, случайно образованный или изготовленный из свободных частиц, в виде заполнителя или в виде агломерата, из которых по меньшей мере 50% частиц в численном распределении по размеру имеют один или несколько внешних размеров. между 1 нм и 100 нм.
К цветным металлам относятся:
− легкие – бериллий, магний, алюминий;
− благородные металлы
Рутений, радий, палладий, осмий, иридий, платина, золото, серебро и полублогородная медь;
− легкоплавкие металлы – цинк, кадмий, ртуть, галлий, индий, талий, германий, олово, свинец, мышьяк, сурьма, висмут.
К металлам и сплавам относятся вещества получаемые порошковой металлургией.
Существует два основных семейства наноматериалов. Нанообъекты, которые являются материалами, из которых один, два или три внешних размера находятся на наноуровне, то есть примерно между 1 и 100 нм. Среди нанообъектов можно выделить три категории. Наночастицы, которые обозначают нанообъекты, три внешних измерения которых находятся на наноуровне: наночастицы латекса, оксида цинка, железа и церия, оксида алюминия, диоксида титана, карбоната кальция и т.д.; нановолокон, нанотрубок, нановолокон или нанокассет, которые относятся к нанообъектам, у которых два внешних измерения находятся в наномасштабе, а третий размер значительно выше. Нанообъекты могут использоваться как таковые в виде порошка, жидкой суспензии или геля.
Классификация неметаллических материалов:
− органические и неорганические полимеры;
− пластмассы;
− композиционные материалы;
− каучуки и резины;
− клеящие материалы и герметики;
− лакокрасочные покрытия;
− графит;
− стекло;
− керамика.
Диаграмма состояния системы с полной нерастворимостью компонентов в твердом состоянии (с эвтектикой).
Наноструктурированные материалы, которые имеют внутреннюю или поверхностную структуру в наномасштабе. Среди наноструктурированных материалов можно выделить несколько семейств, среди которых. Нанообъекты могут быть в индивидуальной форме или в виде агрегатов или агломератов, размер которых существенно превышает 100 нм. нанокомпозиты. Эти материалы составлены для всех или части нанообъектов, которые дают им улучшенные или специфические свойства наномасштаба. Нанообъекты включены в матрицу или на поверхность, чтобы привнести новую функциональность или модифицировать определенные механические, магнитные, термические свойства и т.д. примерами нанокомпозитов являются полимеры, нагруженные углеродными нанотрубками, используемыми в секторе спортивного оборудования, с целью повышения их механической прочности и снижения их веса. нанопористых материалов. Силиконовые аэрогели представляют собой нанопористые материалы, обладающие отличными теплоизоляционными свойствами.
- Агрегаты и агломераты нанообъектов.
- Эти материалы имеют наноразмерные поры.
Рисунок 1 – Диаграмма состояний сплавов с эвтектикой
В этих сплавах компоненты в твердом состоянии нерастворимы друг в друге и химически не взаимодействуют.
Однофазные области диаграммы:
1) жидкость L – выше линии ликвидус DCE;
2) фаза А – линия 0FD;
3) фаза В – линия 100-G-E.
Характерной точкой диаграммы является тройная точка С, ей соответствует эвтектический сплав, содержащий С"% В. Эвтектика в этих сплавах состоит из кристаллов А и В, ее область на диаграмме – линия СС". Линия FCG – линия эвтектического превращения: L эвт –>эвт(А+В). Эта же линия – солидус. Кристаллизация сплавов этой системы начинается на линии DCE с выделения твердых кристаллов компонента, избыточного по отношению к эвтектическому составу, и заканчивается на линии FCG – эвтектическим превращением.
Среди этих изготовленных наноматериалов некоторые из них выпускались в течение многих лет в важных тоннажах, таких как диоксид титана, сажа, оксид алюминия, карбонат кальция или аморфный кремнезем. Более поздние из них сделаны в меньших количествах, таких как углеродные нанотрубки, квантовые точки или дендримеры.
Существуют также наноматериалы, которые непреднамеренно производятся людьми, иногда называемыми ультратонкими частицами, в результате определенных термических и механических процессов, таких как сварочные или термические аэрозоли, выбросы от двигателей внутреннего сгорания и т.д.
Структурные составляющие сплавов (и их области на диаграмме):
1) кристаллы А – линия 0FD;
2) кристаллы В – линия 100-G-E;
3) кристаллы эвтектики (эвт(А+В)) – линия СС".
Процесс графитизации при отжиге белого чугуна.
Метод Роквелла (ГОСТ 9013)
Основан на вдавливании в поверхность наконечника под определенной нагрузкой (рис. 7.1 б)
Наконец, природные ультратонкие частицы присутствуют в нашей окружающей среде, например, вулканические пары или вирусы. Прохождение материи в наноразмерные размеры обнаруживает неожиданные свойства, которые часто полностью отличаются от свойств тех же материалов в микро - или макроскопическом масштабе, особенно в отношении механической устойчивости, химической реактивности, электропроводности и флуоресценции. Нанотехнологии приводят к разработке материалов, фундаментальные свойства которых могут быть изменены.
Например, золото полностью неактивно в микрометрическом масштабе, в то время как оно становится отличным катализатором для химических реакций, когда требуется наномасштабное измерение. Все основные семейства материалов касаются: металлов, керамики, диэлектриков, магнитных оксидов, полимеров, углеродов и т.д.
Индентор для мягких материалов (до НВ 230) – стальной шарик диаметром 1/16” (Ø1,6 мм), для более твердых материалов – конус алмазный.
Нагружение осуществляется в два этапа. Сначала прикладывается предварительная нагрузка (10 ктс) для плотного соприкосновения наконечника с образцом. Затем прикладывается основная нагрузка Р 1 , втечение некоторого времени действует общая рабочая нагрузка Р. После снятия основной нагрузки определяют значение твердости по глубине остаточного вдавливания наконечника h под нагрузкой.
В зависимости от природы материала используют три шкалы твердости А, В, С
Твердость определяется по величине отпечатка (рис.7.1 в).
В качестве индентора используется алмазная четырехгранная пирамида.с углом при вершине 136º.
Твердость рассчитывается как отношение приложенной нагрузки P к площади поверхности отпечатка F:
Нагрузка Р составляет 5…100 кгс. Диагональ отпечатка d измеряется при помощи микроскопа, установленного на приборе.
Преимущество данного способа в том, что можно измерять твердость любых материалов, тонкие изделия, поверхностные слои.Высокая точность и чувствительность метода.
Способ микротвердости применяют для определения твердости отдельных структурных составляющих и фаз сплава, очень тонких поверхностных слоев (сотые доли миллиметра).
Аналогичен способу Виккерса. Индентор – пирамида меньших размеров, нагрузки при вдавливании Р составляют 5…500 гс
Метод царапания .
Алмазным конусом, пирамидой или шариком наносится царапина, которая является мерой. При нанесении царапин на другие материалы и сравнении их с мерой судят о твердости материала.
Можно нанести царапину шириной 10 мм под действием определенной нагрузки. Наблюдают за величиной нагрузки, которая дает эту ширину.
Динамический метод (по Шору)
Шарик бросают на поверхность с заданной высоты, он отскакивает на определенную величину. Чем больше величина отскока, тем тверже материал.
В результате проведения динамических испытаний на ударный изгиб специальных образцов с надрезом (ГОСТ 9454) оценивается вязкость материалов и устанавливается их склонность к переходу из вязкого состояния в хрупкое.
Технологические свойства
Технологические свойства характеризуют способность материала подвергаться различным способам холодной и горячей обработки.
1. Литейные свойства.
Характеризуют способность материала к получению из него качественных отливок.
Жидкотекучесть – способность расплавленного металла заполнять литейную форму.
Усадка (линейная и объёмная) – характеризует способность материала изменять свои линейные размеры и объём в процессе затвердевания и охлаждения. Для предупреждения линейной усадки при создании моделей используют нестандартные метры с учетом усадки определенного металла...
Ликвация – неоднородность химического состава по объёму.
2. Способность материала к обработке давлением.
Это способность материала изменять размеры и форму под влиянием внешних нагрузок, не разрушаясь.
Она контролируется в результате технологических испытаний, проводимых в условиях, максимально приближенных к производственным.
Листовой материал испытывают на перегиб и вытяжку сферической лунки. Проволоку испытывают на перегиб, скручивание, на навивание. Трубы испытывают на раздачу, сплющивание до определённой высоты и изгиб.
Критерием годности материала является отсутствие дефектов после испытания.
3. Свариваемость.
Это способность материала образовывать неразъёмные соединения требуемого качества. Оценивается по качеству сварного шва.
4. Способность к обработке резанием.
Характеризует способность материала поддаваться обработке различным режущим инструментом. Оценивается по стойкости инструмента и по качеству поверхностного слоя.
Эксплуатационные свойства
Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях.
Износостойкость – способность материала сопротивляться поверхностному разрушению под действием внешнего трения.
Коррозионная стойкость – способность материала сопротивляться действию агрессивных кислотных, щелочных сред.
Жаростойкость – это способность материала сопротивляться окислению в газовой среде при высокой температуре.
Жаропрочность – это способность материала сохранять свои свойства при высоких температурах.
Хладостойкость – способность материала сохранять пластические свойства при отрицательных температурах.
Антифрикционность – способность материала прирабатываться к другому материалу.
Эти свойства определяются специальными испытаниями в зависимости от условий работы изделий.
При выборе материала для создания конструкции необходимо полностью учитывать механические, технологические и эксплуатационные свойства.
Образование аустенита и рост его зерна при нагреве. Перегрев и пережог.
Образование аустенита при нагревании
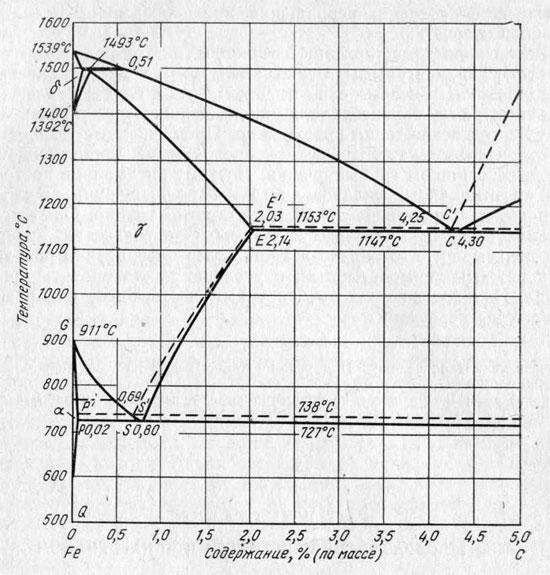
Диаграмма состояния Fe - С
Переход перлита в аустенит, его кинетика подчиняются основным закономерностям фазовых превращений, протекающих при нагревании.
Экспериментально установлено, что зародыши аустенита возникают на границах феррита с цементитом. Начальные этапы формирования зародышей аустенита экспериментально не изучены и о них имеются лишь предположения. Превращение α о.ц.к. → γ г.ц.к. в чистом железе возможно только при температурах не ниже 911 °С. Если же феррит находится в контакте с цементитом, то в соответствии с диаграммой состояния α - γ-превращение должно идти при температурах, начиная с 727 °С. Аустенит при температуре несколько выше точки А 1 содержит около 0,8%С, в то время как феррит в стали содержит сотые доли процента углерода.
Каким же образом возникает участок фазы с г. ц. к. решеткой и сравнительно высоким содержанием углерода?
Большинство гипотез зарождения аустенита исходит из флуктуационных представлений, причем формально рассматриваются два крайних случая. Во-первых, можно представить, что базой для зарождения аустенита являются флуктуации концентрации. Внутри феррита вероятность образования значительного числа флуктуационных участков критического размера ничтожна, так как атомов углерода здесь очень мало. На границе феррита с цементитом между фазами идет непрерывный обмен атомами (динамическое равновесие) и в приграничном слое (феррита намного больше вероятность флуктуационного возникновения участков критического размера с концентрацией около 0,8%С.
Такие участки при любом самом малом перегреве выше точки А 1 претерпевают полиморфное α - γ-превращение твердого раствора и становятся устойчивыми центрами роста аустенитных зерен. Ниже точки А 1 подобные участки в феррите также могут возникать, но в устойчивые центры роста аустенита они не превращаются, так как γ-peшетка здесь термодинамически нестабильна.
Другое предположение состоит в том, что при зарождении аустенита первичны не флуктуации концентрации, а флуктуационная перестройка решетки. Внутри феррита участки с γ-решеткой флуктуационного происхождения возникают и исчезают, а на границе с цементитом при температурах выше А 1 в эти участки поступает углерод из карбида и если они имеют критический размер, то становятся устойчивыми центрами роста аустенита.
22.2.
Если нагреть металл до верхней критической точки и продолжать повышать температуру, то, рассматривая металл под микроскопом, можно обнаружить рост его зерен.
Чем выше температура, тем энергичнее происходит рост зерен и тем они крупнее, тем продолжительнее процесс нагрева до данной температуры. Металл, имеющий сильно укрупненные зерна, называется перегретым металлом.
В процессе ковки сильно перегретый металл дает рванины и трещины, особенно в углах слитка или заготовки, а в изломе имеет сильно укрупненную структуру, что можно сравнительно легко наблюдать простым глазом. Перегрев зависит от двух факторов: температуры и времени нагрева.
Из практики работы кузнечных печей известно, что если слиток или заготовку продержать в печи при высокой температуре (например, в сварочной части методической печи) больше, чем обычно, то при ковке такого слитка или заготовки получаются рванины вследствие перегрева. Наоборот, слиток, находящийся в печи при той же температуре, но менее продолжительное время, проковывается вполне нормально.
Таким образом, перегрев металла возможен при любой температуре, превышающей критическую точку, но величина перегрева при данной температуре зависит от продолжительности выдержки.
Перегретый металл может быть исправлен последующим отжигом, т. е. медленным нагревом до температуры на 10-30 выше точки, и последующим медленным охлаждением.
Если нагретый металл оставить в печи на длительное время при высокой температуре, то произойдет его пережог. Пережог происходит оттого, что кислород, находящийся в печных газах, проникает с поверхности в глубь металла, границы зерен металла окисляются, а вещество, образовавшееся между крупными зернами, расплавляется. В результате между зернами металла образуются жидкие пленки, связь между зернами нарушается, и металл становится непрочным, на заготовке появляются крупные трещины, и она распадается на части. Дальнейшее нагревание приводит к оплавлению или разрушению отдельных участков заготовки. Пережог зависит в основном от температуры нагрева, состава печных газов и времени нагревания металла при высоких температурах.
Пережженный металл исправить нельзя, заготовка идет обычно в брак, а сохранившийся металл может быть использован только путем переплавки в мартеновской печи.
Для предупреждения пережога металла необходимо при нагреве соблюдать следующие основные условия:
1. Сжигать топливо с наименьшим коэффициентом избытка воздуха так, чтобы в печных газах не было свободного кислорода.
2. Не загружать заготовки на под печи «навалом», а располагать их таким образом, чтобы они по возможности омывались печными газами, а факелы горелок или форсунок не били бы (лизали) поверхность нагреваемых заготовок.
3. Загружать в печь металла можно столько, чтобы ковочный агрегат мог его проковать за время, которое необходимо для нагрева заготовки до ковочной температуры. Лучше загружать печь по штучному способу, т. е. одна-две нагретые заготовки выдаются из печи, а на место их подаются холодные заготовки и т. д. При штучной загрузке продолжительность пребывания металла при высоких температурах будет такой, какая требуется для его нагрева. А это даст возможность избежать перегрева и пережога металла.
Закалка с самоотпуском.
Нагретые изделия помещают в охлаждающую среду и выдерживают до неполного охлаждения. После извлечения изделия, его поверхностные слои повторно нагреваются за счет внутренней теплоты до требуемой температуры, то есть осуществляется самоотпуск (см. Отпуск стали). Применяется для изделий, которые должны сочетать высокую твердость на поверхности и высокую вязкость в сердцевине (инструменты ударного действия: молотки, зубила).
Технология процесса состоит в следующем: Загрузка деталей в стальной ящик с герметичным песчаным затвором. Укладка деталей производится таким образом, чтобы они были покрыты карбюризатором со всех сторон, не соприкасались друг с другом и стенками ящика. Далее ящик герметично закрывается песчаным затвором или замазывается огнеупорной глиной и загружается в печь.
Стандартный режим: 900-950 градусов, 1 час выдержки (после прогрева ящика) на 0,1 мм толщины цементированого слоя. для получения 1 мм слоя - выдержка 10 часов.
При "ускоренном" режиме цементация производится при 980 градусах. Выдержка уменьшается в два раза и для получения слоя 1 мм требуется 5 часов. Но при этом образуется цементитная сетка, которую придется убирать многократной нормализацией металла
Этот процесс осуществляют в среде газов, содержащих углерод. Газовая цементация имеет ряд преимуществ по сравнению с цементацией в твёрдом карбюризаторе, поэтому её широко применяют на заводах, изготовляющих детали массовыми партиями.
В случае с газовой цементацией можно получить заданную концентрацию углерода в слое; сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, наполненых малотеплопроводным карбюризатором; обеспечивается возможность полной механизации и автоматизации процессов и значительно упрощается последующаятермическая обработка деталей, так как закалку можно проводить непосредственно из цементационной печи.
Быстрорежущие стали
Быстрорежущие стали широко применяют для изготовления режущего инструмента, работающего в условиях значительного силового нагружения и нагрева (до 600–640 °С) режущих кромок. К этой группе сталей относятся высоколегированные вольфрамом совместно с другими карбидообразующими элементами (молибден, хром, ванадий) стали, приобретающие высокие твердость, прочность, тепло- и износоустойчивость в результате двойного упрочнения: а) мартенситного при закалке; б) дисперсионного твердения при относительно высоком отпуске (500–620 °С), вызывающего выделение упрочняющих фаз.
Быстрорежущие стали маркируют буквой «Р» (rapid - быстрый) и числом, показывающим среднее содержание W, а также последующими буквами и цифрами, указывающими другие легирующие элементы и их количество, как в стандартной маркировке легированных сталей. В марках быстрорежущих сталей не указывают углерод и хром (их массовая доля 1 % и 4 % соответственно), а также молибден до 1 % включительно и ванадий в сталях Р18, Р9, Р9К5, Р6М5 и др.
Химический состав быстрорежущих сталей приведен в табл. 6.7.
По основным свойствам быстрорежущие стали подразделяются на пять подгрупп: 1) стали умеренной теплостойкости (типа Р9, Р6М5); 2) повышенной износостойкости (типа Р12Ф3, Р6М5Ф3); 3) повышенной теплостойкости (типа Р6М5К5, Р9К5); 4) высокой износо- и теплостойкости (типа Р18К5Ф2); 5) высокой твердости и теплостойкости с улучшенной шлифуемостью (типа Р9М4К8, В11М7К23).
Вместе с тем эти стали имеют много общих характеристик. Поэтому для упрощения рассмотрения особенностей структуры, свойств и режимов термообработки их можно разделить на три группы по производительности обработки:
· стали нормальной производительности (стали умеренной теплостойкости);
· стали повышенной производительности (стали повышенной тепло- и износостойкости);
· стали высокой производительности (стали высокой тепло- и износостойкости).
· Структура сталей с карбидным упрочнением (стали типа «Р») примерно одинакова для всех групп. После окончательной термообработки (закалка + отпуск) их структура состоит из мартенсита с выделением дисперсных частиц легированных карбидов в основном типа М 6 С и МС. Такая структура обеспечивает теплостойкость инструмента до 600–640 °С.
· Наиболее высокую теплостойкость (до 700–720 °С) имеют высоколегированные сплавы системы Fe-Co-W-Mo с интерметаллидным упрочнением (марки В4М12К23 и В11М7К23). После окончательной термообработки структура этих сплавов состоит из безуглеродистого (или малоуглеродистого) мартенсита с невысокой твердостью (30–40 HRC Э) и мелкодисперсных интерметаллидов (Fe,Co) 7 (W,Mo) 6 , Fe 3 W 2 (Fe 3 Mo 2), (Fe,Co,Ni) 7 (W,Mo) 6 .
· Высокие твердость (HRC Э 68–70) и теплостойкость (720 °С) обеспечиваются: а) более высокими температурами (900–950 °С) начала фазовых превращений, что на 100 °С выше, чем у стали с карбидным упрочнением; б) большими количествами упрочняющих фаз, отличающихся высокой дисперсностью (до 2–3 мкм) и равномерностью распределения в основной матрице .
· Быстрорежущие стали относятся к ледебуритному (карбидному) классу и их структура примерно одинакова. Слитки этих сталей содержат карбидную эвтектику в виде сетки по границам аустенитных зерен (рис. 6.1, а), которая резко снижает обычные механические свойства, особенно пластичность. В процессе горячей обработки давлением (ковка, прокатка) карбидная эвтектика раздробляется и измельченные карбиды более равномерно распределяются в основной матрице (рис. 6.1, б).
· После прокатки или ковки быстрорежущие стали подвергают изотермическому отжигу для уменьшения твердости и облегчения механической обработки. Сталь выдерживают при 800–850 °С до полного превращения аустенита в перлитно-сорбитную структуру с избыточными карбидами
Термическая обработка. Высокую твердость и теплостойкость при удовлетворительной прочности и вязкости инструменты из быстрорежущих сталей приобретают после закалки и многократного отпуска.
Закалка. При нагреве под закалку необходимо обеспечить максимальное растворение в аустените труднорастворимых карбидов вольфрама, молибдена и ванадия. Такая структура увеличивает прокаливаемость и позволяет получить после закалки высоколегированный мартенсит с высокой теплостойкостью. Поэтому температура закалки очень высокая и составляет 1200–1300 °С
Для предотвращения образования трещин и деформации инструмента из–за низкой теплопроводности сталей нагрев под закалку проводят с одним или двумя подогревами в расплавленных солях: первый - при 400–500 °С, второй - при 800–850 °С. Окончательный нагрев также проводят в соляной ванне (BaCl 2) c очень малой выдержкой при Т з: 10–12 с на 1мм толщины инструмента из сталей типа «Р» и 30–60 с для сталей типа В11М7К23. Это позволяет избежать роста аустенитного зерна (не крупнее № 10), окисления и обезуглероживания.
Инструменты простой формы закаливают в масле, а сложной - в растворах солей (KNO 3) при 250–400 °С.
После закалки структура быстрорежущей стали (рис. 6.1, в) состоит из высоколегированного мартенсита, содержащего 0,3–0,4 % С, не растворенных при нагреве избыточных карбидов, и около 20–30 % остаточного аустенита. Последний снижает твердость, режущие свойства инструмента, ухудшает шлифуемость, и его присутствие нежелательно.
Отпуск. При многократном отпуске из остаточного аустенита выделяются дисперсные карбиды, легированность аустенита уменьшается, и он претерпевает мартенситное превращение. Обычно применяют трехкратный отпуск при 550–570 °С в течение 45–60 мин. Режим термической обработки инструмента из быстрорежущей стали Р18 приведен на рис. 6.2. Число отпусков может быть сокращено при обработке холодом после закалки, в результате которой уменьшается содержание остаточного аустенита. Обработке холодом подвергают инструменты сравнительно простой формы. Твердость после закалки HRC Э 62–63, а после отпуска она увеличивается до HRC Э 63–65.
Поверхностная обработка. Для дальнейшего повышения твердости, износостойкости и коррозионной стойкости поверхностного слоя режущих инструментов применяют такие технологические операции, как цианирование, азотирование, сульфидирование, обработку паром и другие технологии поверхностного упрочнения. Их выполняют после окончательной термообработки, шлифования и заточки инструментов.
ианирование осуществляют при 550–570 °С в течение 5–30 мин в жидких средах и 1,5–3,0 ч в газовой атмосфере. Для жидкостного цианирования используют ванны с расплавами NaCN (90 или 50 %), Na 2 CO 3 , NaOH (KOH). Газовое цианирование выполняют в смеси аммиака и науглероживающего газа.
Азотирование инструментов проводится при 550–660 °С продолжительностью 10–40 мин в атмосфере аммиака. Проводят также газовое азотирование в смеси 20 % аммиака и 80 % азота; последнее предпочтительней, так как в этом случае обеспечивается меньшая хрупкость слоя.
Сульфидирование проводят при 450–560 °С, продолжительностью от 45 мин до 3,0 ч в жидких расплавах, например 17 % NaCl, 25 % BaCl 2 , 38 % CaCl 2 , 3–4 % K 4 Fe(CN) 6 , в которые добавляют серосодержащие соединения FeS, Na 2 SO 4 , KCNS.
При обработке паром инструменты помещают в герметичную печь и выдерживают при 300–350 °С под давлением 1–3 МПа в течение 20–30 мин для удаления воздуха. Затем тепература повышается до 550–570 °С, проводится выдержка 30–60 мин, охлаждение в атмосфере пара до 300–350 °С, после чего подача пара прекращается. Заканчивается охлаждение в печи или на воздухе, затем инструмент немедленно подвергают промывке в горячем веретенном масле.
Применение. Грамотный выбор марки стали для конкретного инструмента в зависимости от условий его работы и обрабатываемого материала дает возможность максимально использовать ресурсы свойств выбранной стали и, как следствие, рационально расходовать легирующие материалы, а также определять необходимость тех или иных покрытий, наплавки и других способов поверхностного упрочения. В табл. 6.9. представлены рекомендуемые области применения наиболее распространенных марок быстрорежущих сталей в зависимости от типов обрабатываемых материалов и видов обработки. Такой подход к выбору инструментальных сталей любого назначения способствует повышению как производительности, так и экономичности производства.
ОТВЕТЫ
Роль материалов в современной технике. Об истории развития материаловедения как науки
Материаловедение можно отнести к тем разделам физики и химии, которые занимаются изучением свойств материалов. Кроме того, эта наука использует целый ряд методов, позволяющих исследовать структуру материалов. При изготовлении наукоемких изделий в промышленности, особенно при работе с объектами микро- и нано- размеров необходимо детально знать характеристику, свойства и строение материалов. Решить эти задачи и призвана наука – материаловедение.
Началом развития материаловедения можно считать тот момент, когда человек впервые начал выбирать, что ему взять в руку - палку или камень, то есть зарождение материаловедения совпадает с началом каменного века.
Следовательно материаловедение - это одна из старейших форм прикладной науки, прошедшая вместе с человечеством долгий путь от примитивной обработки камня и изготовления простейшей керамики и заканчивая современными сверхпопулярными нанотехнологиями. Долгое время металлургия и металловедение превалировали в материаловедении, то есть наука о материалах приравнивалась фактически к науке о металлах.
Современное материаловедение также базируется на металловедении, однако помимо металлов и сплавов материаловедение изучает множество других разнообразных материалов как по назначению (пластики, полупроводники, биоматериалы), так и по составу (углеродные материалы, керамика, полимеры и т.д.)
http://novostroykitut.com.ua/novostroyki/raspolozhenie-chaiki-nv








